
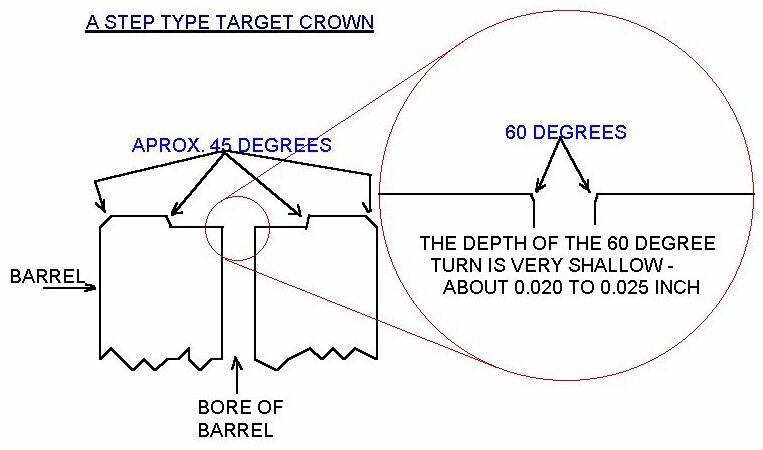
Picture shows a 'step' type target crown on a Green Mountain .22 caliber barrel.












Text and graphics Copyright 2000-2006© Riflestock.Net. Written and compiled by Roger C. Linger. Email: austin_long@yahoo.com |