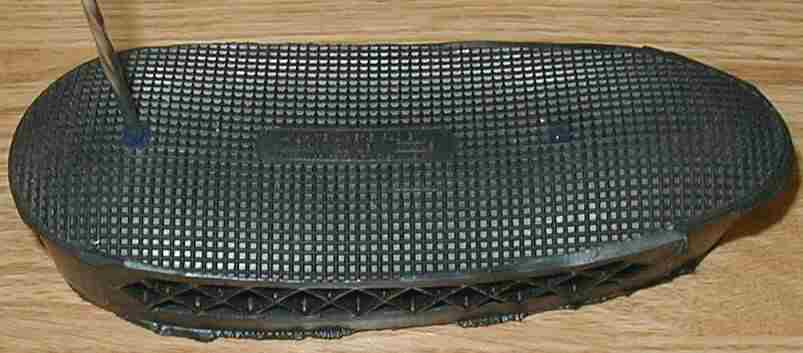
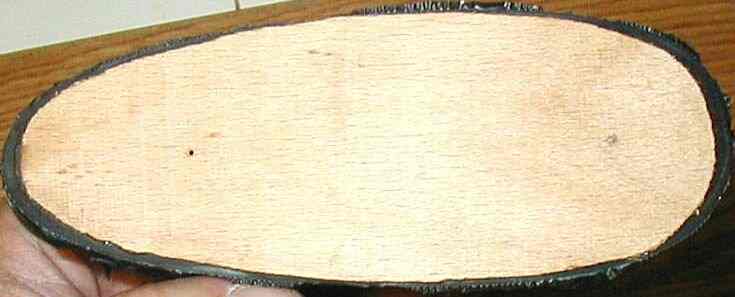
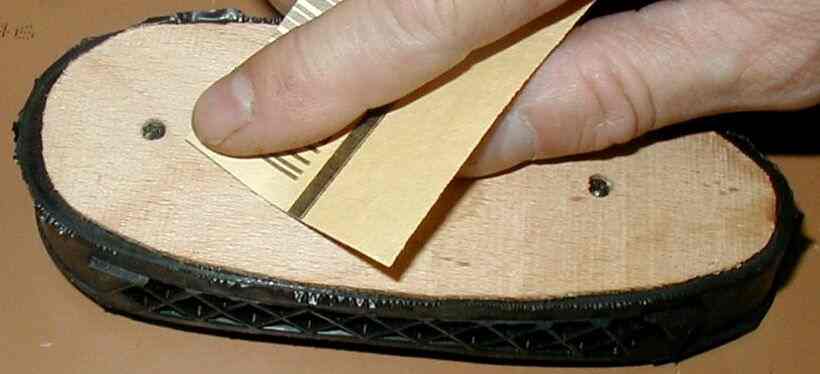
Left - Round tooth picks are punched through the pad to show where the screw holes are. Holes come molded into the pad from Pachmayr but are only visible from the back. For the spacer, an outline of the stock butt was penciled onto a 1/16 th inch thick sheet of maple and cut out using a jig saw. The spacer was cut out following the outside of the scribe marks so that the spacer would be slightly over sized.
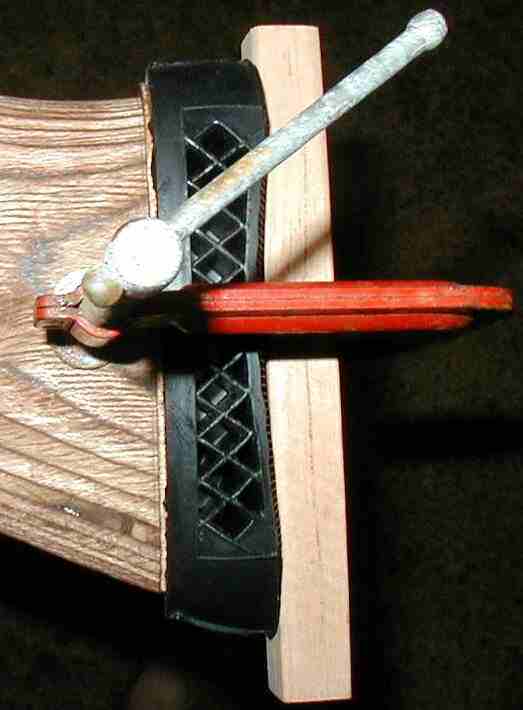
Right - The small holes made by pushing the toothpicks through the pad's face were marked with a pen and a utility knife was used to cut very short slits into the pad where the retainer screw heads can push through and vanish into the pad's interior. The two screws came with the pad from the vendor. Pads should first be inspected to assure these slits were not already made by the manufacturer.